-

Ada tiga jenis pengelasan bawah air: metode kering, metode basah, dan metode kering parsial.Pengelasan kering Ini adalah metode di mana ruang udara besar digunakan untuk menutupi pengelasan, dan tukang las melakukan pengelasan di ruang udara tersebut.Karena pengelasan dilakukan dalam fase gas kering, keamanannya ...Baca selengkapnya»
-

Dalam proses pengelasan, banyak hal yang perlu diperhatikan.Sekali diabaikan, itu mungkin menjadi kesalahan besar.Inilah poin-poin yang harus Anda perhatikan jika mengaudit proses pengelasan.Jika Anda menghadapi kecelakaan kualitas pengelasan, Anda tetap perlu memperhatikan masalah-masalah ini!1. Pengelasan ...Baca selengkapnya»
-
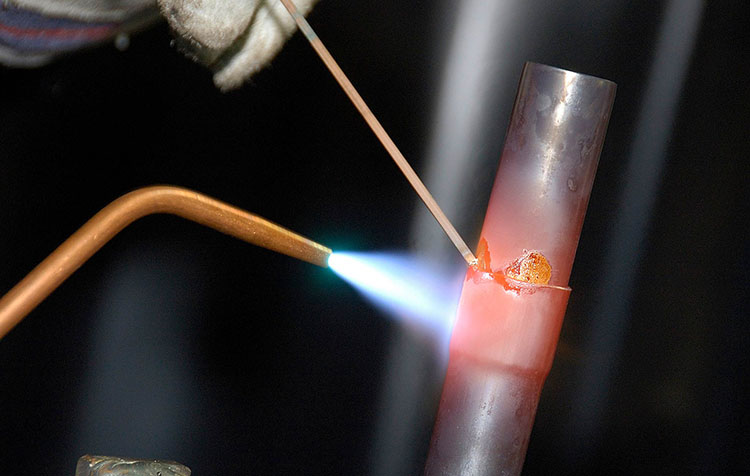
Sumber energi pematrian dapat berupa panas reaksi kimia maupun energi panas tidak langsung.Ini menggunakan logam dengan titik leleh lebih rendah dari bahan yang akan dilas sebagai solder.Setelah pemanasan, solder meleleh, dan aksi kapiler mendorong solder ke dalam celah antara permukaan kontak...Baca selengkapnya»
-

Poin Pengetahuan 1: Faktor-faktor yang mempengaruhi dan penanggulangan kualitas proses pengelasan Kualitas proses mengacu pada tingkat jaminan kualitas produk dalam proses produksi.Dengan kata lain, kualitas produk didasarkan pada kualitas proses, dan harus memiliki keunggulan ...Baca selengkapnya»
-

1. Mengurangi konsentrasi tegangan Titik konsentrasi tegangan dari sumber retak lelah pada sambungan las dan struktur, dan segala cara untuk menghilangkan atau mengurangi konsentrasi tegangan dapat meningkatkan kekuatan lelah struktur.(1) Mengadopsi bentuk struktur yang masuk akal ① Sambungan pantat diprior...Baca selengkapnya»
-

Proses pengelasan busur terendam adalah pilihan paling ideal dalam bidang aplikasi penting pada saluran pipa, bejana tekan dan tangki, jalur manufaktur, dan konstruksi besar.Ini memiliki bentuk kawat tunggal paling sederhana, struktur kawat ganda, struktur kawat ganda seri dan struktur multi kawat....Baca selengkapnya»
-
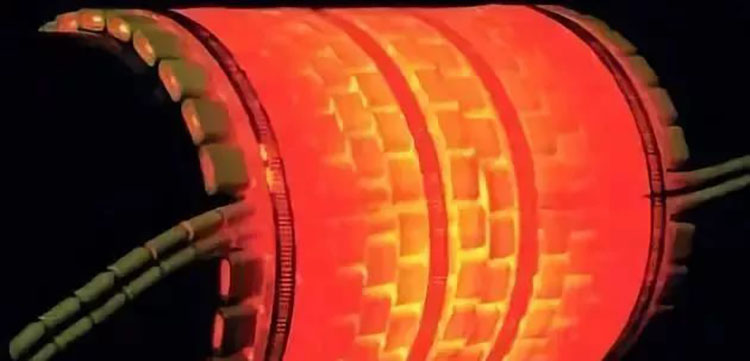
Tegangan sisa pengelasan disebabkan oleh distribusi suhu lasan yang tidak merata akibat pengelasan, pemuaian dan kontraksi termal logam las, dan lain-lain, sehingga konstruksi pengelasan pasti akan menghasilkan tegangan sisa.Metode paling umum untuk menghilangkan tegangan sisa adalah...Baca selengkapnya»
-

1. Prinsip prioritas pengelasan busur dengan elektroda Untuk pemasangan dan pengelasan pipa yang diameternya tidak terlalu besar (misalnya di bawah 610mm) dan panjang pipa tidak terlalu panjang (misalnya di bawah 100km), pengelasan busur elektroda sebaiknya dianggap sebagai pilihan pertama.Di dalam...Baca selengkapnya»
-

1.Bagaimana cara mengelas baja ringan?Baja karbon rendah memiliki kandungan karbon rendah dan plastisitas yang baik, serta dapat diolah menjadi berbagai bentuk sambungan dan komponen.Dalam proses pengelasan tidak mudah menghasilkan struktur yang mengeras, dan kecenderungan terjadinya retakan juga kecil.Pada saat yang sama, itu adalah ...Baca selengkapnya»
-

Ⅰ.Pengaktifan 1. Hidupkan saklar daya pada panel depan dan atur saklar daya ke posisi “ON”.Lampu daya menyala.Kipas di dalam mesin mulai berputar.2. Saklar pemilihan dibagi menjadi pengelasan busur argon dan pengelasan manual.Ⅱ.Las busur argon...Baca selengkapnya»